How to Read Oil Analysis Reports

The final laboratory report - whether received in an electronic form or as hardcopy - is the axle upon which any oil analysis program turns. Without a solid grasp of the underlying principles of reading and understanding the analysis report, the inexperienced reader is likely to quickly grow frustrated with trying to make sense of the seemingly unintelligible test data.
Assuming you know nothing else about oil analysis, here are main areas that you need to look at to get the "Readers Digest" version on the current condition of the oil:
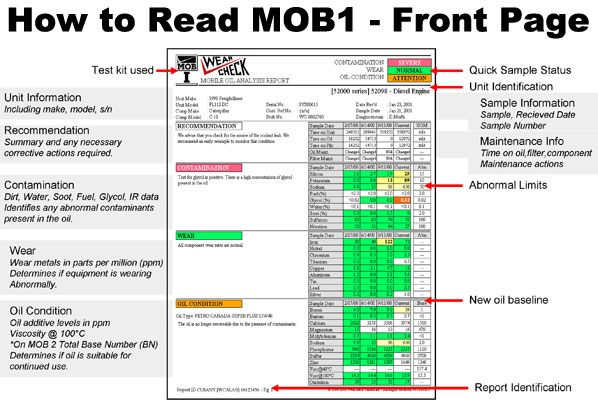
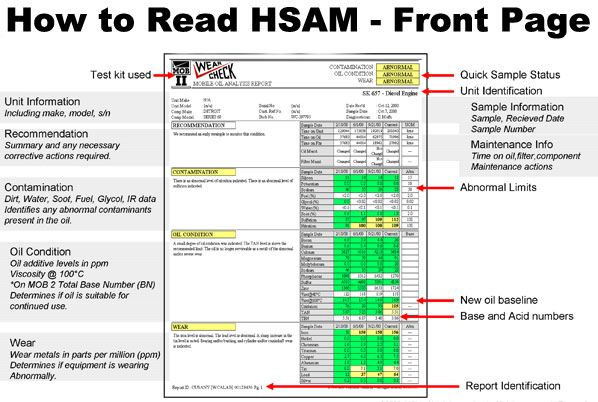
Read Analyst Recommendation(s) - This step comes before “read the test results” for a good reason. By definition, the specific purpose for the analyst recommendations is to interpret any significant changes in machine condition as indicated by significant values or trends in the data. If you attempt to review the test results before reading the recommendations, you will often encounter minor sample-to-sample variations which have no diagnostic significance, but which will beg explanation. Having read the analyst recommendations first, when you do reach the test results you are already sensitized to the information that the laboratory professional considers of primary importance. It is, in a sense, like reading the answers before taking the test.
Once you overcome your understandable desire to jump directly to the numbers on your report, review the "Quick Sample Status". It should give you a concise overview of whether the conditions detected fall into the realm of contamination, oil condition or abnormal wear.
The condition summary statement will generally be followed by a series of informative statements which detail each problem, causative factors as supported by data, laboratory or operational experience, and a recommended course of diagnostic or corrective action. First, look over these statements to see if they make sense from a servicing or engineering standpoint for the system being sampled. If you encounter statements that are incomplete or erroneous for the sampled system, such as “drain and flush” on a high oil capacity system or “shut down immediately” on a nuclear reactor feed pump, mark the report for later follow-up with the lab analyst. To drive your decision on what actions need to be scheduled, quickly review the supporting data for any errors that might have led the analyst to make such statements. If the analyst’s comments pass this “reasonability test,” then move on to a closer examination of their content from a machine condition and diagnostics standpoint.
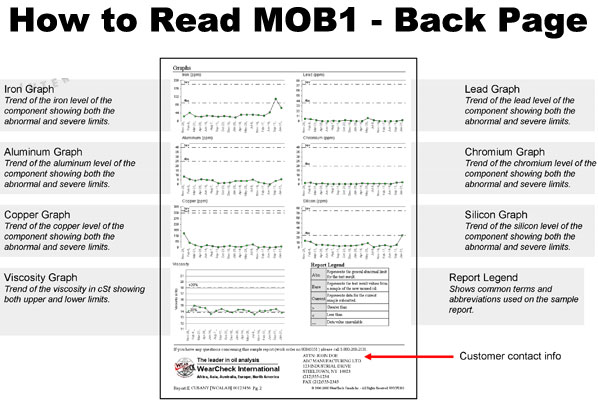
Viscosity - Viscosity is the single most important physical property of a lubricant and should be checked periodically. An abnormal viscosity value is an excellent indicator of a problem, although pinpointing the root cause can be tricky. Sometimes taking viscosity measurements at two temperatures (usually at 100 °C and 40 °C) is important. This allows for the calculation and reporting of a Viscosity Index (VI), which is an indication of how oil viscosity varies with temperature. This test is usually called for when the machine is required to operate over a wide temperature range.
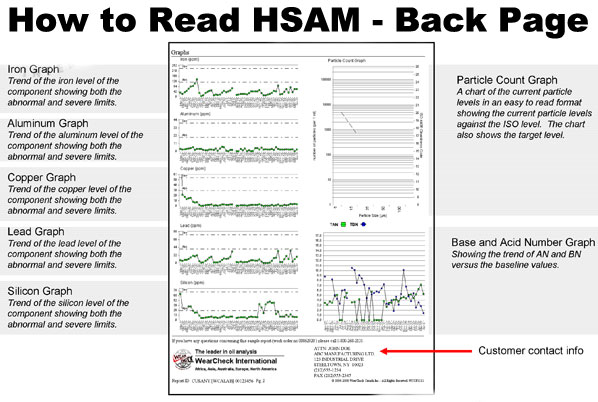
Oxidation - When the oil is oxidized or has become too acidic, it must be replaced and disposed of. There are a number of tests used today that monitor for oxidation or acid. Total Acid Number (TAN), Total Base Number (TBN), Rotary Bomb, pH, and FT-IR are all employed routinely. FT-IR (Fourier Transform InfraRed Spectroscopy) is a relatively new alternative technology that looks at the compounds in the oil and can monitor and trend many of the parameters formerly done by ASTM (American Society for Testing and Materials) testing. An inexpensive screening test, FT-IR is routinely used by many of the more progressive labs for monitoring and trending oxidation, water, glycol, fuel dilution, sulfation, nitration, soot, and certain additives. Additives are chemicals added to oil that are designed to either enhance the good properties of the basestock or suppress the undesirable.
ASTM tests are more expensive and are only performed when it is necessary to corroborate exceptions in a result. For example, if FT-IR indicates high oxidation the lab will then perform the TAN test to confirm. It should be standard practice to have the FT-IR “signature” of the virgin oil already on file in the computer in order to detect the abnormal compounds present. Despite the advantages of FT-IR, certain ASTM tests should be routinely performed on some critical machinery in order to conform to either the manufacturer's requirements or to the user’s standards.
Water Content - Water is usually an undesirable contaminant in oil and large amounts will lead to lubricant degradation, which accelerates corrosion and the promotion of wear. Water content should always be checked as part of any oil analysis program. The Karl Fischer Water (KFW) test is the most commonly specified ASTM test for moisture and has the great advantage of good accuracy at low levels of moisture, down to 10 ppm (0.001%).
The Karl Fischer test gives a very accurate measure of the quantity of moisture or water present in an oil sample, down to 10 ppm (0.001%).
Water can enter the system from:
- Damaged oil coolers, and heat exchangers.
- Oil breather tubes.
- Improperly filtered make-up oil.
- Loose or missing bolts, clamps, inspection plates and filler caps.
Water is definitely not compatible with oils and result in severe component damage. In addition to reducing lubricity, water in oil will:
- Cause rusting and corrosive etching by combining chemically with oil degradation by-products.
- Combine with other contaminants to form sludge, plugging oil lines, PCV systems, filters, pumps and relief valves.
- Combine with additives such as calcium, magnesium, chlorides and sulphates to form scale deposits with resulting increases in operating temperatures.
- Prevent proper lubrication of heavily loaded bearings by forming water and/or steam pockets.
- Emulsify oil, reducing it's heat transfer capabilities resulting in dangerous rise in bearing temperatures.
- In hydraulic systems, a further 10°C rise over normal operating temperatures can reduce the oil's life from 4000 hrs to 2000 hrs.
Particle Counts - Numerous designs of automatic particle counters (APCs) exist for both lab and field use and include both portable data collectors and online instruments. All of them report the number of particles in various size categories, depending on the cleanliness standard being used. Typical oil cleanliness standards employed are the Society of Automotive Engineers (SAE), the National Aerospace Standard (NAS), or the International Organization for Standardization (ISO). Although these instruments are principally used for monitoring hydraulic or turbine systems, their application has been extended to gearboxes and other plant equipment, thanks to new methods of analysis. Significant increases in particle counts can indicate many problems such as a failed filter, a contaminant entering the system, or a higher wear rate beginning. Subsequent testing is required with APCs for diagnosis of the root cause of higher particle counts.
Machine Wear Analysis - The wearing parts of a machine, such as the gears, hydraulic pistons, bearings, and wear rings, do generate fine metal particles during normal operation. At the onset of a severe wear mode, an increase in particle size as well as a change in the physical appearance can be observed. A knowledgeable analyst can relate this information to the mode of wear (with particle analysis and ferrography). Determining the wear status is accomplished by measuring the fine and course metal particles and examining them under a microscope.




 Kleenoil USA Inc.
Kleenoil USA Inc.